 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


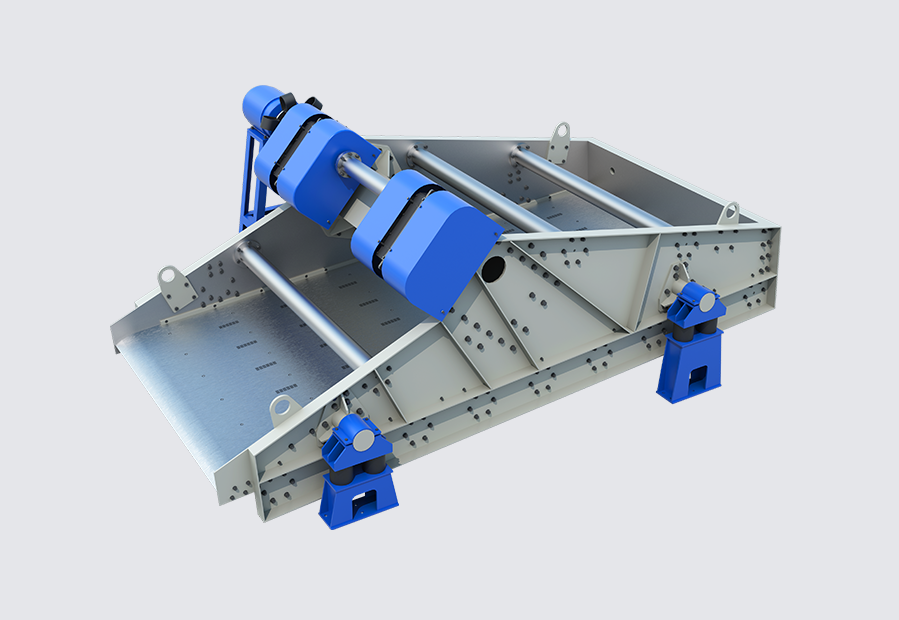
Kuidas kasutada vibreerivat ekraani mõistlikult mineraalide töötlemise tootmisliini tõhususe parandamiseks?
2025-02-18
Tegelikes tootmistegevustes ei jõua vibreeriv ekraan alati komplekti töötlemisvõimsusele. Mida peaksin tegema, kui tõhusus on madal? Oluliste seadmetena sõeluuringu tööstuses pole vibreeriva ekraani sõeluuring mitte ainult toote kvaliteedi jaoks ülioluline, vaid sellel on ka otsene mõju järgmise toimingu tõhususele. Järgnevalt on toodud mõned meetmed ja tehnikad vibreeriva ekraani tõhususe ja jõudluse parandamiseks.


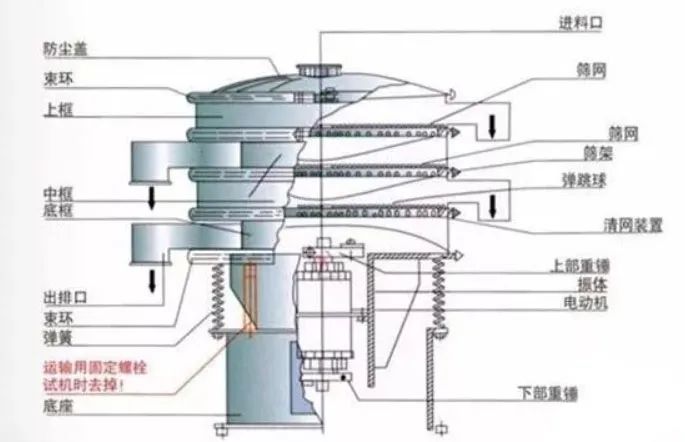
01 Valige õige vibreeriv ekraan
Ehkki sõeluuringufekt sõltub peamiselt sõelutud materjali omadustest, saab sama materjali erinevate sõeluuringufektide saamiseks kasutada eri tüüpi sõeluuringuid. Näiteks:
Fikseeritud ekraani sõelumise efektiivsus on madal;
Liikuva ekraani sõelumise efektiivsus on seotud ekraanipinna liikumisvormiga. Osakesed raputatakse ekraanipinnale ekraani auguga risti oleva suuna lähedal. Mida suurem on vibratsioonisagedus, seda parem on sõeluuring;
Raputava ekraani pinnal libisevad osakesed peamiselt piki ekraanipinda. Kuna värisemise ekraani raputamissagedus on madalam kui vibreeriva ekraanil, on raputamise ekraani sõelumise efekt halb;
Silindrilise ekraani sõelumise efektiivsus on madal, kuna ekraanipind on lihtne blokeerida.
Lisaks tuleks erinevatel eesmärkidel valida erinevat tüüpi vibreerivad ekraanid, näiteks:
Ümmarguse vibreeriva ekraaniga kasutatakse tavaliselt materjalide eelkontrolli ja kontrollimise sõeluuringuid;
Purustatud materjalide liigitamiseks kasutatakse tõenäosuskraane, võrdseid paksusekraane ja suuri vibreerivaid ekraane;
Materjalide dehüdratsiooni ja dediumimiseks kasutatakse lineaarseid vibreerivaid ekraane;
Tõenäosus võrdne paksuse ekraanid on paremad liiva eemaldamiseks ja materjalide muda eemaldamiseks.
Tegelikus tootmises on vaja valida ka mittemetallilised ekraanid, millel on suuremate sõelaaugude suurused, suuremad efektiivsed sõelumisalad ja suuremad sõela avamiskiirused nii palju kui võimalik, vastates tooteosakeste suuruse nõuetele ning valida sobivad sõela augu kujud, et parandada materiaalsete osakeste sõelumisvõimet ja töö efektiivsust.
02 Vibratsioonimootorite mõistlik valik ja põneva jõu kohandamine
Vibratsioonmootorite mõistlik valik on üks peamisi linke, mis mõjutavad vibreerivate ekraanide jõudlust, ja põneva jõu suurus on vibreerivate ekraanide tootlikkust mõjutav põhitegur.
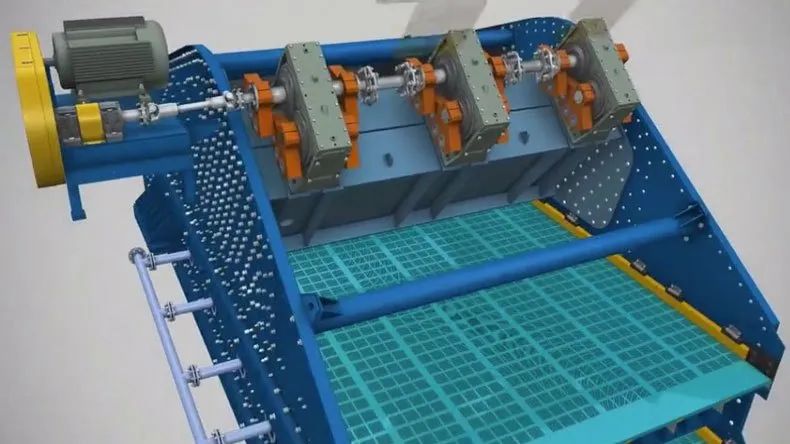
(1) Vibratsioonimootori valik
Vibreeriva ekraani vibratsiooniallikana peaks vibratsioonimootoril olema mõistliku kujunduse, lihtsa struktuuri, kompaktsuse, suure ergastamise tõhususe, energiasäästu ning hõlpsa paigaldamise ja silumise eelised. Vibratsioonimootori valik sisaldab selliseid parameetreid nagu töösagedus, maksimaalne ergastusjõud ja võimsus. Esiteks tuleks valida töösagedus ja ergastusjõud. Vibratsioonimootori kiirus peaks olema töösageduse lähedal; Maksimaalne ergastusjõud peab olema valitud mootori sünteetilise ergutusjõu vahemikus ja seejärel tuleks vibratsioonimootori võimsus valida vastavalt töösagedusele ja maksimaalsele ergutusjõule.
(2) Ergastusjõu kohandamine
Vibreeriva ekraani tootlikkus on eksponentsiaalselt seotud ergastusjõuga. Ergastusjõu suurenemine põhjustab tootlikkuse kiiret suurenemist, samas kui ummistuse määr väheneb kiiresti ergastusjõu suurenemisega. Ergastusjõud mõjutab ka ekraani läbisõidukiirust ja purustamiskiirust. Muutuse seadus on lainekujuline: kui ergastusjõud on liiga väike, on läbisõidukiirus ja purustamiskiirus halb; Kui ergastusjõud on liiga suur, suureneb ekstsentriliste plokkide hõõrdumine vibratsioonimootori võlli mõlemas otsas. Kiire pöörlemise korral on mootorit lihtne kahjustada ja mootori kasutusaega vähendada. Seetõttu on väga oluline erutusjõu suurust mõistlikult kohandada. Vibratsioonimootori põnev jõud on tsentrifugaalne inertsjõud, mis on genereeritud kiire pöörleva ekstsentriline plokk. Ekstsentrilisuse ja seega põneva jõu amplituudi muutmisega saab põnevat jõudu reguleerida.
03 Parandage ekraanipinna liikumisrežiimi
Ekraani pinna liikumisrežiim mõjutab vibreeriva ekraani töö efektiivsust. Ekraanipinna ideaalne liikumisrežiim peaks olema:
1) Ekraani pinna söötmise otsa vertikaalne amplituud peaks olema suurem kui tühjendusotsa vertikaalne amplituud.
Selle põhjuseks on asjaolu, et suurem vertikaalne amplituud söötmise otsas võib selles otsas paksemat materjali tõhusalt kihistada. Samal ajal saab kaldenurga abiga selles otsas liigse materjali kiiresti levida ekraanipinna keskele, nii et peeneteralise materjali saab kihistada suhteliselt õhukese materjali kihina, suurendades ekraanipinna tegelikku kasutusala. Kui materjal jõuab väljalaske otsa, on materjal kihistunud. Sel ajal on vaja ainult väiksemat vertikaalset amplituudi, et tagada peeneteralisel materjalil head sõelumistingimused. Liiga suur vertikaalne amplituud häirib peeneteralise materjali sõelumiskeskkonda.
2) Ekraanipinna piki pikkust, alates söötmise otsast, peaks materjali liikumise kiirus olema vähenevas olekus.
Selle põhjuseks on asjaolu, et materjali liikumiskiirus väheneb, kuid materjalikihil säilitab teatud paksuse kogu ekraanipinnal, nii et peeneteraline materjal linastub kihtides ekraanipinna suhteliselt pikemas vahemikus, suurendades ekraani tegelikku kasutamisala. Samal ajal kipub ekraani läbitungimine ekraani pikkuses olema ühtlane, andes ekraanipinna ekraani läbitungimise potentsiaalile täieliku mängu. Viimastel aastatel välja töötatud võrdse paksuse ekraan ja kahesageduse vibreeriva ekraan on üle saanud tavalise vibreeriva ekraani puudused kogu ekraanipinna konstantse amplituudiga ja madala seadme sõelumisvõimega, nii et sööda otsal on suurem amplituud ja tühjendusotsal on sama amplituud kui tavalisel vibreeriva ekraanil, parandades töö efektiivsust.
04 Kasutage mittemetallilisi ekraane
Mittemetallilistel ekraanidel on järgmised eelised:
1) Parandage sõelumise tõhusust. See võib parandada metallkraanide sõelumise efektiivsust umbes 20%.
2) Hea kulumiskindlus ja pikk kasutulu. Selle keskmine eluiga on enam kui 25 korda suurem kui metalliekraanid.
3) Vähendage paigaldusaega ja parandage seadmete töömäära. Kuna mittemetalliliste ekraanide kasutusaega on tunduvalt pikendatud, väheneb ekraanipinna asendamiste arv ja seadme töökiirus on üldiselt 15% suurem kui metallkraanidel.
4) Vähendage müra ja parandage töökeskkonda.
Lisaks ekraanikastiga resoneerimisele tekitab metalliekraan ka töö ajal mõningaid vibratsioone. See nähtus on pärast kulumist ilmsem. Lisaks tekitavad kasti pinnal oleva materjali jäik kokkupõrge ja teiste osade vibratsioon suuremat müra. Mittemetallilise materjali ekraani kogu ekraaniplaat on tervik, millel on teatav puhverdamise efekt ja mis võib müra vähendada umbes 20 dB (a) võrra.

05 Kasutage mitme kanaliga söötmismeetodit
Vibreeriv ekraan kasutab üldiselt ühesuunalist söötmist. Pärast seda, kui materjal on ekraanipinnale tarnitud, läbib enamik materjalidest, mis on väiksemad kui eraldusosakese suurus, kiiresti ekraani augud söötmise otsas ja muutub ekraanil olevaks tooteks. 1/3 ~ 1/2 ekraanipind tühjendusotsast, lisaks teatud sõelumisrolli jätkamisele, mängib peamiselt transpordirolli, seega pole ekraanipinna kasutamise määr kõrge. Kui kasutatakse mitme kanaliga söötmist, on see samaväärne ekraanipinna laiuse suurendamisega ja ekraanipinnale tarnitud materjali kihi paksuse vähendamisega, mis soodustab peeneteralist materjali, mis võtab ekraanipinna kiiresti kokku ekraanipinnaga. Samal ajal kasutatakse ekraanipinda täielikult, vähendades jämedate osakeste tarbetut transpordikaugust, parandades sellega sõeluuringu efektiivsust.
06 Tugevdab operatsiooni juhtimist
Töö ja hooldus mõjutavad ka vibreeriva ekraani jõudlust. Vibreeriva ekraani tõhusaks käitamiseks tuleb seda hoolikalt kasutada rangelt vastavalt tööprotseduuridele, näiteks söödaks ühtlaselt, pidevalt ja mõõdukalt, tagades, et materjal on ühtlaselt jaotunud kogu ekraanipinna laiuses, et hõlbustada peenete osakeste sõeluuringut ning saada suuremat töötlemisvõimsust ja ekraani efektiivsust.
Lisaks on vaja tugevdada ka ekraanimasina hooldamist ja hooldamist, näiteks ekraanipinna õigeaegne puhastamine ning kahjustatud ekraanipindade parandamine ja asendamine, et tagada seadme heas seisukorras, millel on suur tähtsus, et tagada ekraaniprotsesside tehnika stabiilne ja kõrge tootmine.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy